Cascade Filling
Multiple Nozzles for One Injection Molded Part
This variant, also called cascade injection molding,
is the classic version of multiple connections. Large
and extremely long parts, such as automobile bumpers,
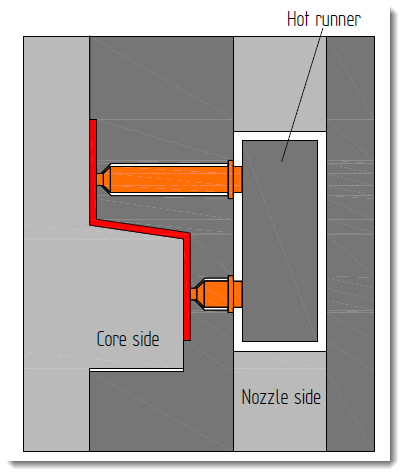
are molded with multiple nozzles. Even parts
with different levels, such as garden chairs, are
molded with different lengths of hot runner nozzles.
This process is preferably used when no clamping
force reserve is present on the part of the injection
molding machine (see Section 6.9 Cascade Injection).
Multiple Nozzles for Multiple Injection Molded
Parts
When using multiple nozzles for multiple molded
parts, it is important that the flow paths from the
hot runner to the distributor are approximately the
same length in all nozzles to prevent a nonuniform
filling.
Hot runner
Core side
Nozzle