| 1 | hot sprue bush (electrically heated) |
| 2 | manifold (electrically heated) |
| 3 | hot runner nozzle (electrically heated) |
Contents
Function:
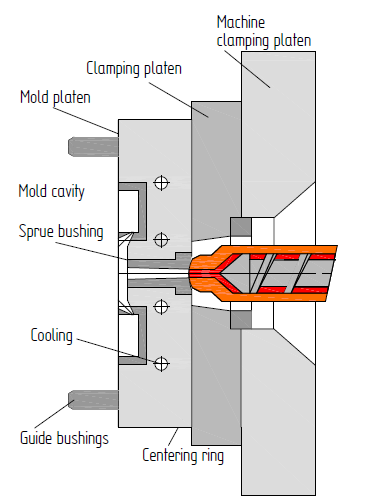
- provide molten material to mold
- Hotrunners are basically an extension of the machine nozzle into the mold (Pass Through Channels)
- important that the hot runner system is dimensioned in relation to the shot volume
- no hold-up spots are formed (causing degradation of material)
Risk:
-
Sealing is difficult as well because the melt doesn’t have any self- sealing at a gap formed between hot walls.
-
In case of mass leakage into insulating air gaps troubles will arise because of a 10 time higher heat transfer
- difficulties with color change restrict usage of internally heated hot-runners
- Thermal expansion of various components needs to be taken into account
Design:
externally heated hotrunners:
- circular flow cross-section in the center of a heated tube or block.
- The heating elements should care for maintaining the temperature of the melt which means that the insulation to the outside should get particular attention.
- The main advantage of externally heated hotrunners is a better defined and better controllable mass flow
-
manifold is insulated using an all-around air gap (8-10mm)
| a | Manifold |
| b | support disk |
| c | tubular heating elements |
| d | centering pin |
| e | heating coil of the nozzle |
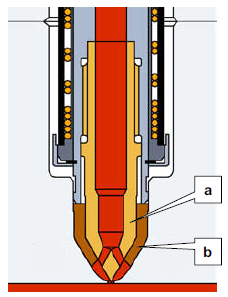
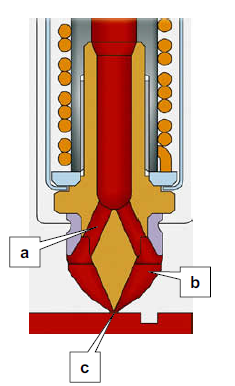
| a | heating rod with cartridge heater |
| b | melt channel |
| c |
torpedo with cartridge heter |
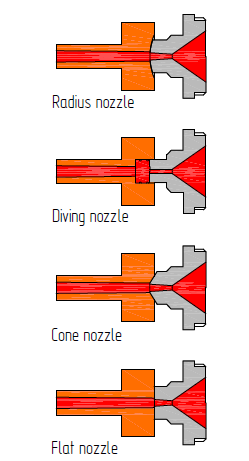
- heating elements are positioned in the center of the runner channel: heating rods or so called “torpedos” with cartridge heaters inside
- self-insulation of solidified molding compound
- inexpensive but difficult to guarantee a safe mass exchange
Insulated Runners :
- Melt cools to form an insulating layer of solid plastic along the walls of the runner.
- The insulating layer reduces the diameter of the runner and helps maintain the temperature of the molten portion of the melt as it awaits the next shot
- runner volume does not exceed the cavity volume, all of the molten polymer in the runners is injected into the mold during each shot.
- This full consumption is necessary to prevent excess build-up of the insulating skin and to minimize any drop in melt temperature.
Advantages:
- Less sensitivity to the requirements for balanced runners.
- Reduction in material shear.
- More consistent volume of polymer per part.
- Faster molding cycles.
- Elimination of runner scrap — less regrind.
- Improved part finish.
- Decreased tool wear.
Needle shut-off nozzle :
popular due to advantages:
- good appearance of gate
- can be individually operated
- equipped with multiple gates and even no weld lines are appearing between the gates because of sequential opening and closing of the nozzles (“cascade filling”)
| Actuator for needle | |
| a | Pneumatic drive |
| b | Hydraulic drive |
| c | Electromagnet |
| d | servomotor |
“cluster nozzles”:
- For very low cavity distances multi-nozzles are appropriate
- Multi- needle shut- off nozzles with grouped needle drive but individual nozzle